In the industrial world, maintaining smooth and efficient operations is paramount. This is where process monitoring comes into play. It’s the systematic observation and analysis of the steps involved in a particular operation or function. Imagine it as taking a close look under the hood of your industrial processes to identify areas for improvement and ensure everything is running as intended.
Process monitoring involves gathering data about various aspects of an operation, such as:
- Machine performance
- Production rates
- Quality control checks
- Inventory levels
- Worker activity
By analyzing this data, companies can gain valuable insights into how their processes are performing. This allows them to identify:
- Bottlenecks that are slowing down production
- Deviations from quality standards
- Areas where safety protocols might not be strictly followed
- Opportunities to streamline workflows
In essence, process monitoring empowers organizations to take a proactive approach to optimizing their industrial operations.
- Tailored Solutions: Kibsi understands that every industry and process has unique monitoring needs. Kibsi’s platform offers the flexibility to be customized with specific algorithms and functionalities to address your particular challenges. Whether it’s ensuring proper assembly line procedures in manufacturing or monitoring forklift operations in a warehouse, Kibsi can be configured to deliver the insights you need.
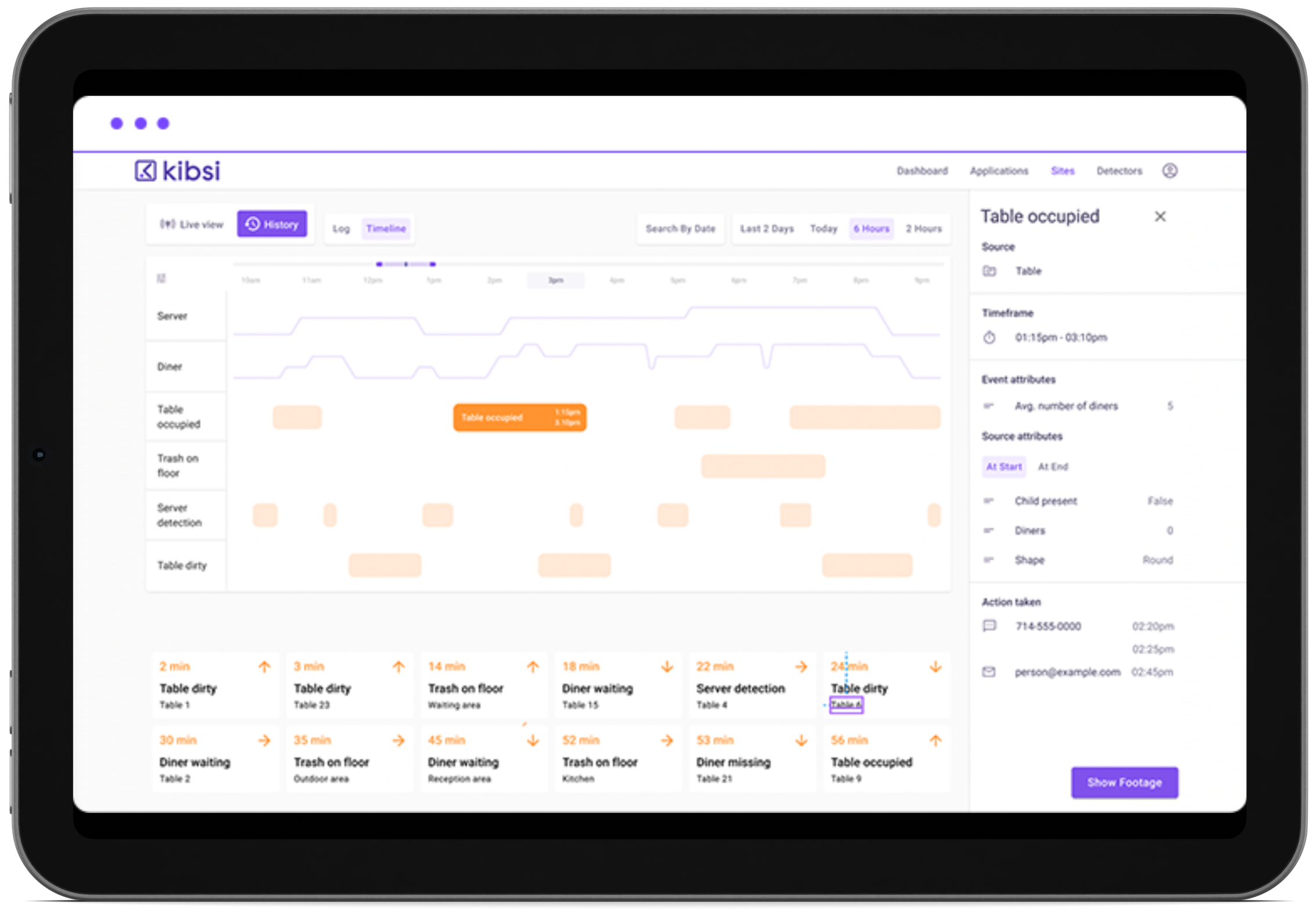
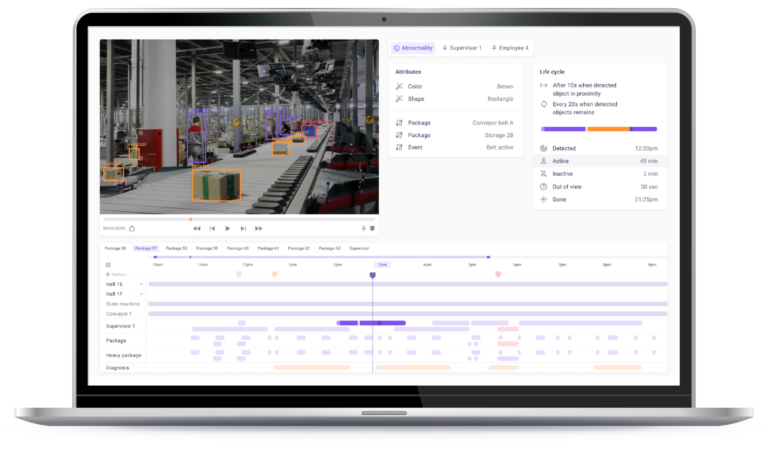
- Real-time Monitoring and Alerts: Kibsi leverages computer vision to provide continuous monitoring of your industrial processes. This real-time data stream allows for immediate identification of potential issues, enabling you to take corrective actions swiftly and minimize downtime. Imagine Kibsi generating an alert if a safety hazard is detected in a work zone, allowing for swift intervention to prevent accidents.
- Actionable Insights: Kibsi goes beyond simply providing raw visual data. The platform’s AI capabilities analyze the captured data and translate it into actionable insights. This could involve highlighting deviations from standard procedures, identifying bottlenecks in workflows, or flagging potential equipment malfunctions. These insights empower you to make data-driven decisions to optimize your processes and ensure smooth operations.
- User-friendly Interface: Kibsi recognizes that ease of use is critical for widespread adoption. The platform boasts a user-friendly interface that requires minimal technical expertise to operate. This allows your team to focus on utilizing the insights provided by Kibsi, rather than struggling with complex configurations.
- Scalability and Integration: Kibsi’s platform is designed to scale with your growing needs. Whether you’re a small manufacturing facility or a large-scale logistics operation, Kibsi can accommodate your specific requirements. Additionally, the platform integrates seamlessly with existing systems, ensuring a smooth integration into your current workflow.

I. Introduction The interest in AI technologies, particularly computer vision (CV), has skyrocketed in recent years. Companies in manufacturing, supply chain, and logistics are eager to explore AI’s potential to transform their operations. According to …
Security cameras have been a fixture in manufacturing plants, warehouses, and distribution centers for years, diligently watching over operations to prevent theft and ensure safety. But as technology has advanced, these once-passive sentinels have evolved …

Introduction In recent years, the manufacturing industry has been undergoing a significant transformation, driven by the rapid advancement of technology and the growing demand for more efficient, sustainable, and human-centric production processes. As we move …

In a recent survey conducted by Kibsi, an astonishing 91% of manufacturing and supply chain professionals expressed their belief that AI will have a notable impact on their industries and, of those, 67% expect that …

When it comes to industries like manufacturing, supply chain, and logistics, computer vision technology is revolutionizing operations by enabling automated systems to interpret and act on visual data. As these industries face increasing demands for …
Is AI a revolution or a fad for traditional industries? Artificial intelligence (AI), particularly computer vision, is creating a stir in manufacturing and logistics. While some leaders are enthusiastic about its potential to streamline operations …

Navigating the ever-expanding web of regulations can feel like running an obstacle course blindfolded. Regulatory compliance across industries – from food and beverage manufacturing to pharmaceuticals and automotive – has become a critical but often …

The specter of automation replacing human jobs has haunted the manufacturing and logistics industries for decades. With the rise of artificial intelligence (AI) and, particularly, computer vision, these concerns have reached a fever pitch. However, …

The countdown to MODEX 2024 is on, and the excitement at Kibsi is palpable! This year, we’re not just attending; we’re showcasing our innovative no-code computer vision platform at Booth #A9911 in Building A. It’s …
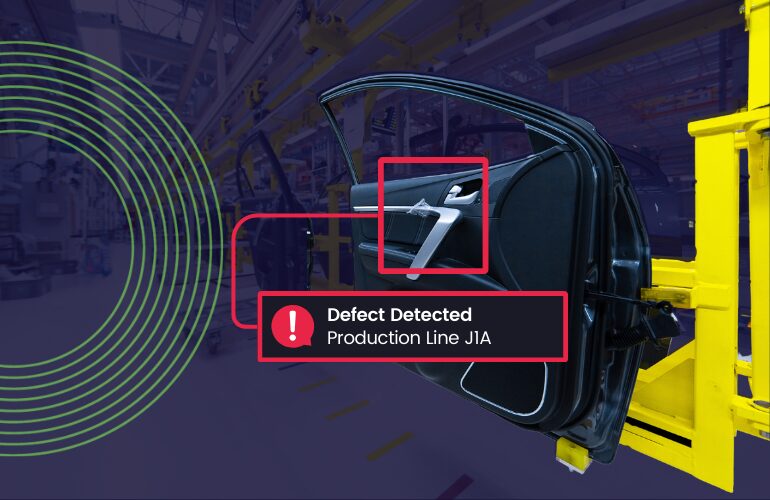
The Defect in Defects in Manufacturing Defects in manufacturing can be a costly affair, affecting everything from production efficiency to brand reputation. The ripple effect of undetected defects extends throughout the supply chain, ultimately impacting …